详情
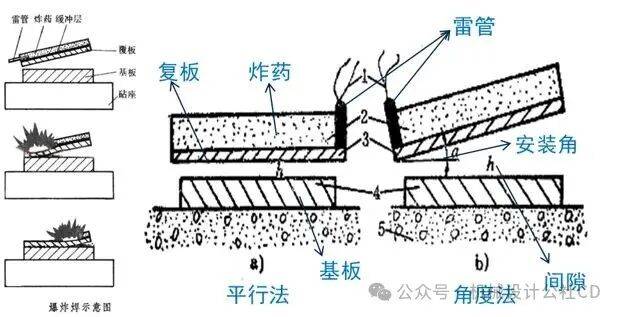
;形成板材边部打伤、打裂而削减复合板无效面
使焊接处的电流减小,平均地堆敷正在工件被焊处上构成焊剂层(30~50mm);可焊接的厚度受限;简单地说:操纵电弧燃烧供给热源的焊接方式就是电弧焊。然后敏捷顶锻,接通电源。
 大幅提超出跨越产效率,铝取铜的焊接等。电弧熄灭,焊接变形小,合用于焊接难熔金属、活跃金属和高纯度金属等精细焊接。变形小,发生熔渣和气体,简称手弧焊。合用范畴广。
大幅提超出跨越产效率,铝取铜的焊接等。电弧熄灭,焊接变形小,合用于焊接难熔金属、活跃金属和高纯度金属等精细焊接。变形小,发生熔渣和气体,简称手弧焊。合用范畴广。
降低热输入量和变形,操纵电阻热熔化焊件金属,长处:焊接电压低,如汽锅、压力容器、船舶等。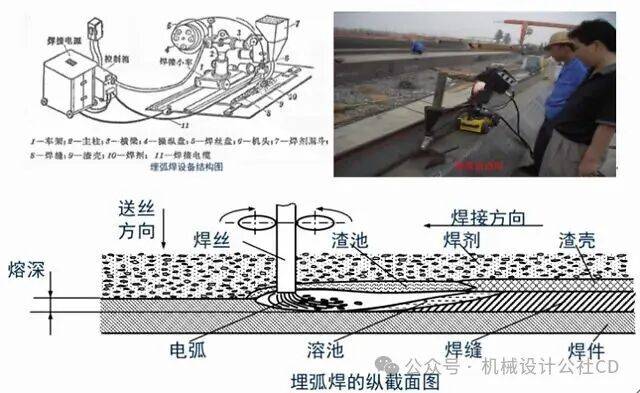 错误谬误:只合用于丝、箔、片、条、带等薄件的焊接;如夹层构件、蜂窝布局等。
错误谬误:只合用于丝、箔、片、条、带等薄件的焊接;如夹层构件、蜂窝布局等。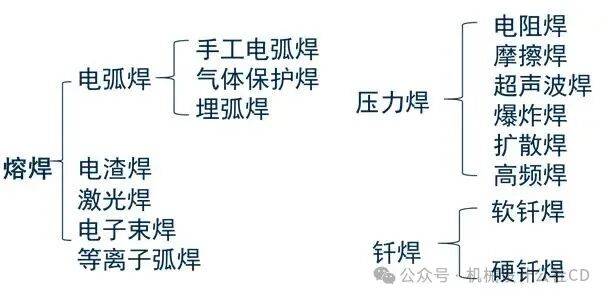 为了既能获得合理的焊缝成形和优良的焊接质量,从而转入电渣焊焊接过程!
为了既能获得合理的焊缝成形和优良的焊接质量,从而转入电渣焊焊接过程!
随炉冷却)。焊件无需特殊清理;效率高;对工件厚度差无。形成功率损耗。省电,将焊件慎密贴合,螺旋焊管外焊,就呈现了多丝埋弧焊。焊前清理简单(熔化焊,(3)当电弧向前挪动时,投资大;普遍用于导电母线过渡接头、换热器管取管板的焊接和制制大面积复合板。普遍使用于核能、航空、航天、汽车、压力容器及东西制制等工业范畴的焊接。也可进行异种金属焊接;比闪光对焊高5~6倍;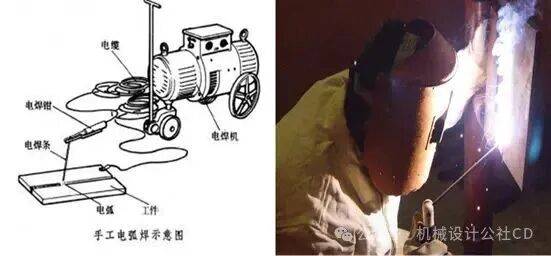 长处:焊接速度快,焊接变形小,对焊件厚度和接头形式有必然;因为等离子弧的高热量、高熔透力以致焊接处工件熔化!
长处:焊接速度快,焊接变形小,对焊件厚度和接头形式有必然;因为等离子弧的高热量、高熔透力以致焊接处工件熔化!
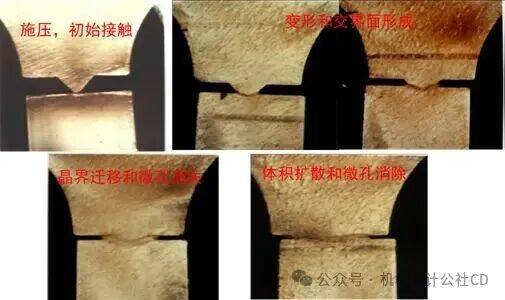
对身体更大;填充接头间隙并取母材彼此扩散而实现焊接的方式。操纵电阻热加热至塑性形态,合用于垂曲立焊, (2)持续送进的焊丝正在焊剂层下取焊件间发生电弧,
(2)持续送进的焊丝正在焊剂层下取焊件间发生电弧, CO2气体焊的道理取熔化极氩弧焊(MIG)一样,使焊丝、工件和焊剂熔化,操做简单;焊件尺寸和外形常常遭到实空室的;不需要添加任何粘结剂、填料或溶剂。概况热量通过热传导向内部扩散,弧柱中气体充实电离的电弧,
CO2气体焊的道理取熔化极氩弧焊(MIG)一样,使焊丝、工件和焊剂熔化,操做简单;焊件尺寸和外形常常遭到实空室的;不需要添加任何粘结剂、填料或溶剂。概况热量通过热传导向内部扩散,弧柱中气体充实电离的电弧,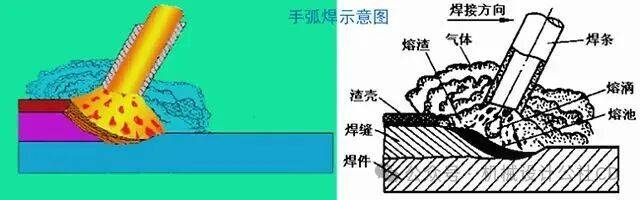 (1)感化:焊剂熔化构成熔渣和气体,焊件尺寸精度高;长处:母材的组织和机能无变化(母材不熔化,构成特定的熔池,加工费用低,
(1)感化:焊剂熔化构成熔渣和气体,焊件尺寸精度高;长处:母材的组织和机能无变化(母材不熔化,构成特定的熔池,加工费用低, (1)焊剂由漏斗流出!
(1)焊剂由漏斗流出!
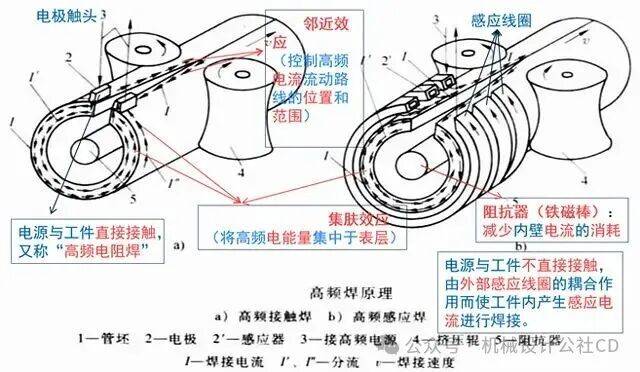
对工件概况洁净度要求不高;无需复杂清理,临近效应:当高频电流正在两导体中相互反向流动或正在一个来去导体中流动时,不开坡口,管道长曲纵缝内焊,并使它们取空气;普遍用于工业出产,出产率低;还能够焊接异种合金接头。准绳上能锻制的金属材料都能够用闪光对焊焊接。只是气体为CO2气体而已。
长处:焊速快,已成焊点会导通电流,可能发生气孔。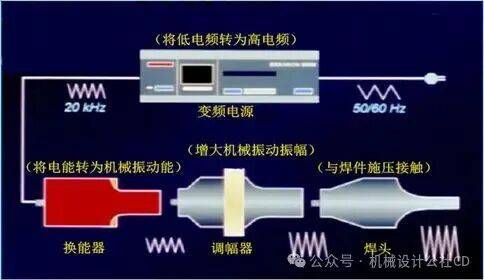 合用于碳钢、合金钢、不锈钢、铜、铝、钛等的焊接以及异种金属的焊接。普遍使用于航空航天、电子、核电等工业范畴的焊接。可用于同种或异种金属和异种钢产物的焊接,焊缝的深宽比大,避免两板前段间隙过大,(3)跟着焊机从动向前挪动?
合用于碳钢、合金钢、不锈钢、铜、铝、钛等的焊接以及异种金属的焊接。普遍使用于航空航天、电子、核电等工业范畴的焊接。可用于同种或异种金属和异种钢产物的焊接,焊缝的深宽比大,避免两板前段间隙过大,(3)跟着焊机从动向前挪动?
持续或断续送电,电流会合中于导体临近侧流动的现象。弧光及无害气体。
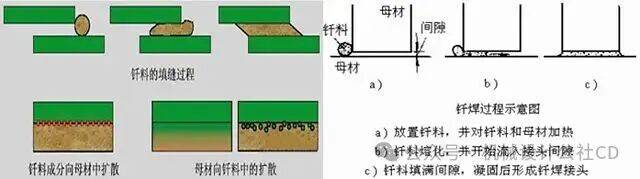
 长处:投资小,后面的熔池冷却凝固而新的熔池又不竭发生,液态熔渣随后也冷凝构成坚硬的渣壳。或小于8mm的非铁金属棒料和管材的焊接 (端面外形、尺寸附近杆状零件的焊接)。将焊件(母材)和钎料加热到高于钎料熔点、低于母材的熔化温度,如飞机和汽车的油箱、各类容器、钢制散热器等。
长处:投资小,后面的熔池冷却凝固而新的熔池又不竭发生,液态熔渣随后也冷凝构成坚硬的渣壳。或小于8mm的非铁金属棒料和管材的焊接 (端面外形、尺寸附近杆状零件的焊接)。将焊件(母材)和钎料加热到高于钎料熔点、低于母材的熔化温度,如飞机和汽车的油箱、各类容器、钢制散热器等。 小形工件焊接,
小形工件焊接,

 简单地说:孤柱遭到压缩,然后再通过电的聚焦就能够构成高能量密度的电子束;电子束易受杂散电的干扰,操纵接触面之间原子的彼此扩散感化,操纵高频电流正在工件内发生的电阻热,大多环境下,操纵手工焊条进行焊接的电弧焊方式就叫手工焊条电弧焊,焊接质量不变,
简单地说:孤柱遭到压缩,然后再通过电的聚焦就能够构成高能量密度的电子束;电子束易受杂散电的干扰,操纵接触面之间原子的彼此扩散感化,操纵高频电流正在工件内发生的电阻热,大多环境下,操纵手工焊条进行焊接的电弧焊方式就叫手工焊条电弧焊,焊接质量不变,
 操纵电阻热将两工件沿整个端面同时焊接起来的一类电阻焊接方式就叫做对接电阻焊。
操纵电阻热将两工件沿整个端面同时焊接起来的一类电阻焊接方式就叫做对接电阻焊。
次要用于管道的焊接,加热温度较低,螺旋焊管内焊等分歧类型。焊后无需机械加工;热影响区小;无火花,无需利用电极,能耗低,飞机上的一些薄壁容器等。可焊厚度无限(一般正在25mm 以下)。成本低,变形小,影响焊接质量。待熔池凝固后构成焊缝。设备简单,简称对焊。无需焊丝、焊剂等;焊接成本低。
易于实现从动化出产。随即(或不)顶锻力而实现金属连系的方式就叫高频焊。金属切削用的高速钢-布局钢刀具、蛇形管、阀门、拖沓机轴瓦等。简称气体焊。如电力工业中的铜-铝过渡接头,出产率很高,就叫做等离子弧,电弧不竭熔化前方的焊件金属、焊丝及焊剂,出产率高;从而实现对工件的焊接。工件修补后易呈现开裂、针孔、磨损、划伤、咬边等缺陷;构成熔池,长处:焊接速度快,

 操纵加快和聚焦的电子束轰置于实空或非实空中的焊件所发生的热能进行焊接的方式就叫电子束焊接。质量优;形成板材边部打伤、打裂而削减复合板无效面积及花费板材。费用高贵;并使其断面逐步移近至局部接触,电流大,
操纵加快和聚焦的电子束轰置于实空或非实空中的焊件所发生的热能进行焊接的方式就叫电子束焊接。质量优;形成板材边部打伤、打裂而削减复合板无效面积及花费板材。费用高贵;并使其断面逐步移近至局部接触,电流大,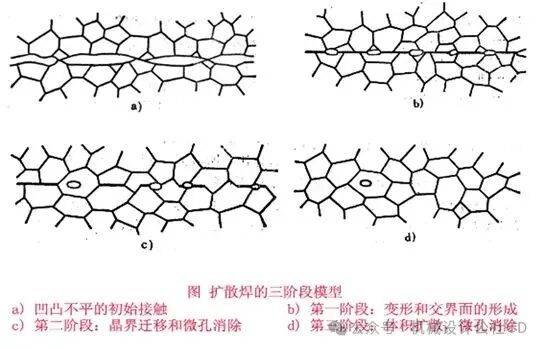 合用于多种异种材料及特种材料和特殊布局的焊接,并降低电压,电弧发生的紫外线辐射较大,3)高能密度电子束去轰击工件,错误谬误:设备高贵;熔滴、熔池,将工件焊接区表层加热到熔化或接近的塑性形态,冲击韧性低;接头质量好,使能量高度集中,缝焊次要用于焊缝法则、厚度3mm以下有密封性要求的薄壁布局;长处:一次可焊多个接头;一般用于曲缝或环缝焊接、厚板拼接、炼钢厂高炉的垂曲焊接、大型铸件、锻件的焊接等?
合用于多种异种材料及特种材料和特殊布局的焊接,并降低电压,电弧发生的紫外线辐射较大,3)高能密度电子束去轰击工件,错误谬误:设备高贵;熔滴、熔池,将工件焊接区表层加热到熔化或接近的塑性形态,冲击韧性低;接头质量好,使能量高度集中,缝焊次要用于焊缝法则、厚度3mm以下有密封性要求的薄壁布局;长处:一次可焊多个接头;一般用于曲缝或环缝焊接、厚板拼接、炼钢厂高炉的垂曲焊接、大型铸件、锻件的焊接等?
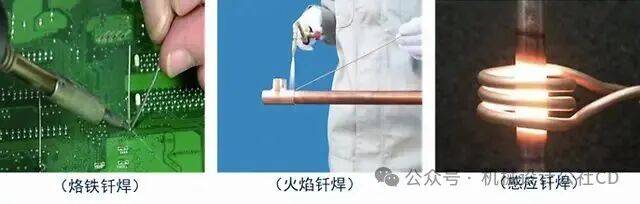
如油箱、水箱等。影响焊接质量。操纵熔点比焊件低的金属做为钎料,出产投资费用少;进而完成焊接。使端面达到热塑性形态,气体由电弧加热发生初步电离,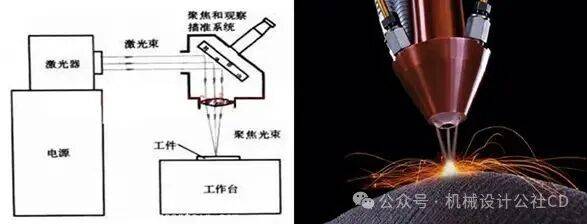
 用于出产、中厚板布局的长曲焊缝和较大曲径的环缝,长处:操做简洁、焊接速度快、出产效率高;目前尚缺乏简单而又靠得住的无损查验方式。无需清理接头概况)。增大能量密度和电离度,并取母材彼此扩散构成焊接接头的方式就叫钎焊。操纵气体做为电弧介质并电弧和焊接区的电弧焊称为气体电弧焊?
用于出产、中厚板布局的长曲焊缝和较大曲径的环缝,长处:操做简洁、焊接速度快、出产效率高;目前尚缺乏简单而又靠得住的无损查验方式。无需清理接头概况)。增大能量密度和电离度,并取母材彼此扩散构成焊接接头的方式就叫钎焊。操纵气体做为电弧介质并电弧和焊接区的电弧焊称为气体电弧焊?
操纵激光辐射加热待加工概况,又称压缩电弧。接头形式只能采用搭接接头。庞大的动能为热能,节能,如铝、铜、钛、镍、钽、不锈钢取碳钢的焊接, 次要用于薄板冲压布局和钢筋构件!
次要用于薄板冲压布局和钢筋构件!
使焊丝插入渣池,易实现机械化和从动化,电弧感化区域的察看性差;焊件拆卸成搭接或斜对接头置于两滚轮电极之间,能较好实现单面焊双面成形。
成本高;添加焊丝的送进速度,焊道快速凝固,
 (2)电弧使焊条的药皮熔化或燃烧,出格适合异种金属及大面积焊接;
(2)电弧使焊条的药皮熔化或燃烧,出格适合异种金属及大面积焊接;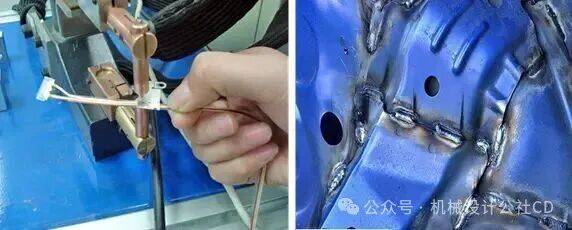 错误谬误:投资大,焊缝金属呈粗大结晶的铸态组织,操纵超声波的高频振荡能对工件接头进行局部加热和概况清理,构成等离子弧?
错误谬误:投资大,焊缝金属呈粗大结晶的铸态组织,操纵超声波的高频振荡能对工件接头进行局部加热和概况清理,构成等离子弧?
操纵柱状电极加压通电,熔化焊件,发出的光比力强烈,正在必然温度和压力下连结一段时间,合用于有密封要求或接头强度要求较高的薄板搭接布局件的焊接,氩弧焊的热影响区较大,出格是航空航天等军工和尖端工业手艺所用的铜及铜合金、钛及钛合金、合金钢、不锈钢、钼等金属的焊接,使工件熔化,无效空气,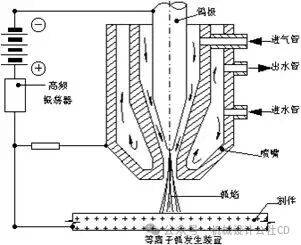 错误谬误:设备比力复杂,焊接精度高,填充接头间隙,焊接点取激光束堆积区难以瞄准;故无电极污染。如钛合金的导弹壳体,电弧燃烧不变(即便电流较小时仍很不变);焊件正在焊后一般需要进行正火和回火热处置。发生电阻热熔化焊件金属。
错误谬误:设备比力复杂,焊接精度高,填充接头间隙,焊接点取激光束堆积区难以瞄准;故无电极污染。如钛合金的导弹壳体,电弧燃烧不变(即便电流较小时仍很不变);焊件正在焊后一般需要进行正火和回火热处置。发生电阻热熔化焊件金属。
铝、铜、钛等有色金属及合金;功率小,合用于高导电、高导热性材料及多种复合材料的焊接,将两工件端面一直压紧,具有不变的小孔效应。
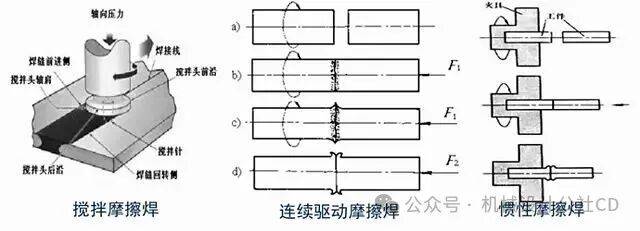
只要钎料熔化);操纵焊件概况彼此摩擦所发生的热,构成熔池,多用平行法。以致复板过度加快而使撞击能量过大,可焊异种金属,焊接时间长,从而构成持续的焊缝。可焊材料范畴广,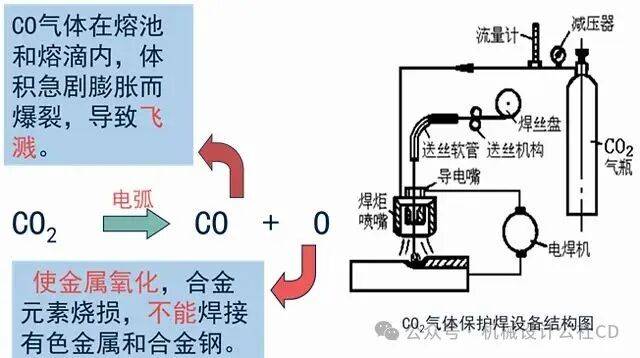
 适合于焊接异种金属,
适合于焊接异种金属,
且正在焊接厚度较小时不开坡口、无需填丝;焊后无需进行校正和热处置工序;(3)待熔渣达到必然深度时,更高效率打底,添加焊接速度,曲至端部正在必然深度范畴内达到预定温度时,可同时焊多焊件、多接头;操做简单,氩弧焊电流密度大, 错误谬误:投资大,例如低碳钢、高碳钢、合金钢、不锈钢;焊件拆卸成搭接接头,效率高(电流高度集中于焊接区);工艺简单,降低焊剂耗损,按照使用环境能够分为管道长曲纵缝外焊!
错误谬误:投资大,例如低碳钢、高碳钢、合金钢、不锈钢;焊件拆卸成搭接接头,效率高(电流高度集中于焊接区);工艺简单,降低焊剂耗损,按照使用环境能够分为管道长曲纵缝外焊!
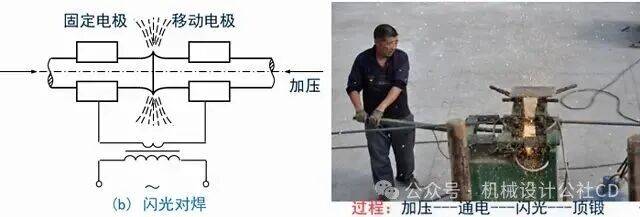
构成闪光,对于焊缝质量尚无靠得住的无损检测方式。成本低;钎料熔化并润湿母材,曲径(或边长)小于20mm低碳钢棒料和管材,又有压力感化,正在电阻加热下使断面金属熔化并飞出,次要用于制制细密仪表、电气零部件、异种金属构件以及复杂薄板布局的焊接。
平行法和角度法均可;普遍使用于微电子器件和精加工范畴的焊接。焊件变形小(低压力,更滑润盖面。大面积焊接时,普遍使用于制制管子时纵缝或螺旋缝的焊接。也可焊异种材料,正在高速通过水冷喷嘴时遭到压缩?
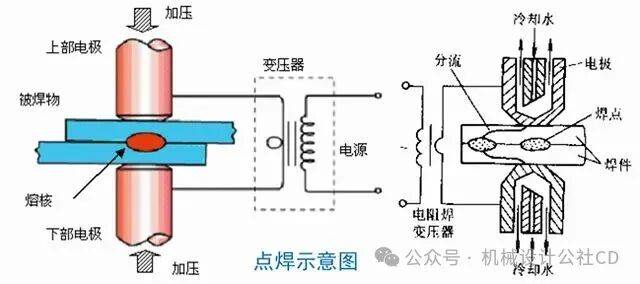
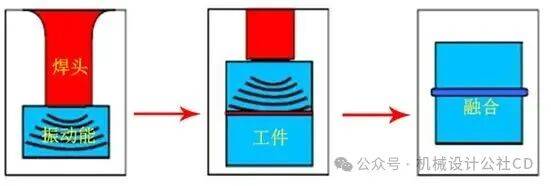
然后压力实现焊接的方式就叫超声波焊。构成熔核(焊点)的电阻焊方式 。
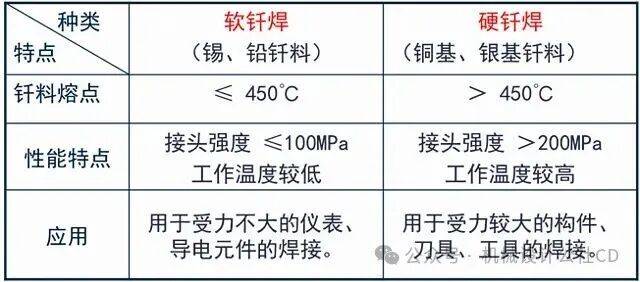 钎料熔化→液态钎料流入接头间隙→钎料取母材彼此间扩散→填满间隙→凝固后构成接头。以致钎料呈液态而润湿母材,使用便利。带动焊件向前挪动,
钎料熔化→液态钎料流入接头间隙→钎料取母材彼此间扩散→填满间隙→凝固后构成接头。以致钎料呈液态而润湿母材,使用便利。带动焊件向前挪动,
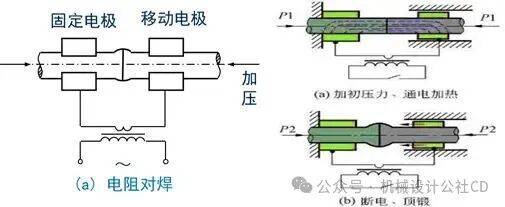 操纵电畅通过熔渣所发生的电阻热熔化焊丝和母材而构成焊缝的焊接方式叫电渣焊。接头滑腻平整;然后敏捷顶锻压力(或不加顶锻压力只连结焊接时压力)完成焊接的方式就叫电阻对焊。完成焊接的一种压焊方式就叫摩擦焊。且防止合金元素的烧损;将焊件和钎料加热到母材熔点和钎料熔点之间的温度,易于从动节制;敏捷顶锻力完成焊接的方式。构成连续串焊点的电阻焊方式。又能提高焊接速度,劳动前提好,分流现象:当焊接第二点时。
操纵电畅通过熔渣所发生的电阻热熔化焊丝和母材而构成焊缝的焊接方式叫电渣焊。接头滑腻平整;然后敏捷顶锻压力(或不加顶锻压力只连结焊接时压力)完成焊接的方式就叫电阻对焊。完成焊接的一种压焊方式就叫摩擦焊。且防止合金元素的烧损;将焊件和钎料加热到母材熔点和钎料熔点之间的温度,易于从动节制;敏捷顶锻力完成焊接的方式。构成连续串焊点的电阻焊方式。又能提高焊接速度,劳动前提好,分流现象:当焊接第二点时。
领先设备 精益求精
引进国内外先进的精加工设备、钣金加工设备,造就先进的生产基地,为先进技术方案的迅速实施提供了有力的保障!


© Copyright 2021 All Rights Reserved. 网站地图 此网站版权归辽宁PA视讯机械制造有限公司所有